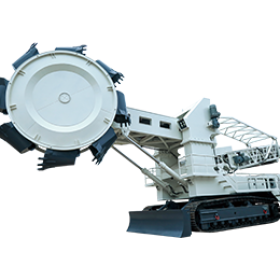














Movable Bucket Stacker Reclaimer
Product Advantages
High efficiency: The bucket wheel machine has a strong loading capacity, which can load a large amount of materials at one time and transport them to the destination.
Wide range of applications: bucket wheel machine is not only suitable for large coal, ports and other logistics centers, but also suitable for construction sites, metallurgy, chemical industry and other industries handling and drying work.
Strong ability of continuous operation: bucket wheel machine adopts continuous operation mode without shutdown, which has greater advantages compared with traditional loading and unloading machinery.
Product Details
Product Introduction
The Movable Bucket Stacker Reclaimer has the following characteristics:
Enhanced Operational Efficiency: The Reclaimer Machine demonstrates superior material-handling performance, enabling integrated processing and transportation of bulk commodities through consolidated workflows. Its enhanced material throughput speeds allow large-scale operations to be completed within condensed timeframes, substantially elevating production efficiency across industrial applications.
Cross-Sector Versatility: Designed for multifunctional deployment, this machinery is widely utilized in coal distribution hubs, port logistics terminals, infrastructure construction sites, metal processing facilities, and chemical industrial complexes. Its adaptable design addresses diverse material stacking and distribution challenges across industries.

Uninterrupted Operational Continuity: The system ensures non-stop functionality through seamless workflow integration, eliminating periodic downtime inherent to traditional material-handling equipment. This continuous operation capability delivers exceptional throughput stability compared to conventional models.
Precision Engineering & Operational Integrity: Equipped with a high-efficiency propulsion system and optimized conveying mechanisms, the machine achieves rapid material relocation with precise positioning. Real-time monitoring via intelligent sensor arrays and diagnostic platforms enhances process reliability, risk mitigation, and anomaly detection.

Streamlined Maintenance Protocols: Modular design architecture simplifies maintenance procedures and component replacement, effectively reducing equipment idle time and long-term operational costs.
Crawler-Track Mobility: Featuring a crawler-track mobility system instead of fixed rail configurations, the Stacker Reclaimer Machine enables flexible adjustment of operational angles and customizable conveying lengths. Fully customizable to client specifications, its bespoke configurations significantly enhance workflow adaptability and efficiency.
Project | Unit | STDL-500 | STDL-1000 | STDL-1600 | STDL-2600 |
| Overall dimensions (L × W × H) | mm | 17100×3600×4680 | 21100×4000×5900 | 25000×5000×72800 | 30000×5900×8300 |
| Bucket wheel diameter | mm | 3000 | 3600 | 4500 | 5800 |
| Bucket wheel arm length | mm | 6980 | 8280 | 9280 | 11280 |
| Bucket wheel volume | m³/pc | 0.2 | 0.3 | 0.4 | 0.42 |
| Number of buckets | piece | 8 | 8 | 10 | 14 |
| Rated output | m³/h | 500 | 1000 | 1600 | 2600 |
| Material density | t/m³ | (0.8-1.8) ×10³ | (0.8-1.8) ×10³ | (0.8-1.8) ×10³ | (0.8-1.8) ×10³ |
| Length of discharge arm | mm | 7000+3000 | 8900+3400 | 9000+4000 | 9000+5000 |
| Length of discharge conveyor | mm | 25000 | 33375 | 33375 | 36000 |
| Maximum stack height of discharge conveyor | mm | 5500 | 6500 | 7000 | 8000 |
| Power | kW | 200 | 295 | 420 | 509 |
Corporate Profile
Established in February 2009, Shandong Shante Heavy Industry Machinery Co., Ltd. is a privately held enterprise specializing in the R&D, production, and global distribution of heavy-duty equipment for mining, hydraulic engineering, and non-coal mineral sectors. Spanning a facility exceeding 10 hectares, the company offers over 20 product models across four core categories, including mining electric excavators, slag extraction systems, transfer digging machines, coal unloaders, and trenching excavators. Its solutions are extensively deployed in coal/non-coal mining operations, water conservancy infrastructure, railway construction, tunnel engineering, and port logistics for cargo handling, stacking, and transportation.
With a domestic presence across 28 provincial-level regions and exports reaching Russia, South America, Southeast Asia, Africa, and over 30 global markets, the company has solidified its leadership in China’s mining machinery sector through over a decade of innovation. Recognized as a National High-Tech Enterprise and accredited with Coal Mine Safety Certification by the Anbiao National Center for Mining Products Safety, it has consistently earned provincial/municipal honors such as Advanced Enterprise, Contract-Compliant Entity, and Civilized Unit.
The company further serves as a Multidisciplinary Innovation Hub, hosting Shandong University’s New Material Technology Incubation Center, Experimental Training Base, and Postdoctoral Research Station, alongside operating municipal-level R&D facilities and a key laboratory. Backed by robust technical expertise, industry-leading innovation capabilities, and a commitment to quality and integrity, Shandong Shante continues to strengthen its market reputation, achieving an annual production capacity of 3,000 units of advanced mining machinery.

Leave your messages




